線切割技術(shù)在模具制造中的應(yīng)用與優(yōu)勢(shì)

線切割,又稱電火花線切割加工(Wire Electrical Discharge Machining, Wire EDM),是一種利用連續(xù)移動(dòng)的金屬絲(電極絲)作為工具電極,通過(guò)脈沖火花放電對(duì)工件進(jìn)行切割的特種加工技術(shù)。在模具制造領(lǐng)域,這項(xiàng)技術(shù)以其高精度、高靈活性和優(yōu)異的表面加工質(zhì)量,已成為不可或缺的關(guān)鍵工藝,尤其適用于沖壓模、注塑模、壓鑄模等復(fù)雜精密模具的加工。
一、線切割加工模具的核心原理
線切割加工基于電火花放電腐蝕原理。在加工過(guò)程中,電極絲(通常為鉬絲或銅絲)與工件之間保持微小的放電間隙,并浸泡在絕緣工作液(如去離子水)中。數(shù)控系統(tǒng)控制工件在水平面內(nèi)按預(yù)定軌跡運(yùn)動(dòng),同時(shí)脈沖電源在電極絲與工件間施加高頻脈沖電壓。當(dāng)間隙小到一定程度時(shí),工作液被擊穿,產(chǎn)生瞬時(shí)、局部的火花放電,其高溫使工件表面微量的金屬材料熔化和氣化,并被工作液沖走。通過(guò)連續(xù)不斷的脈沖放電和精確的軌跡控制,逐步將工件切割成所需的形狀。
二、在模具制造中的主要應(yīng)用場(chǎng)景
- 沖壓模具加工:線切割非常適合加工沖裁模的凸模、凹模以及成型模的復(fù)雜輪廓。它能直接加工出高硬度的淬火鋼件,避免了熱處理變形對(duì)最終精度的影響,實(shí)現(xiàn)了“以硬克硬”。
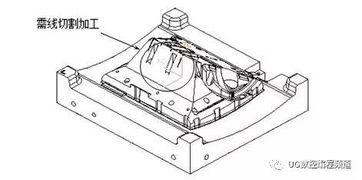
- 注塑模與壓鑄模加工:用于加工模芯、模腔、滑塊、鑲件上的深槽、窄縫、異形孔以及微細(xì)復(fù)雜的曲面和文字圖案。其加工精度可達(dá)±0.005mm,表面粗糙度Ra值可達(dá)0.4μm,能滿足大多數(shù)模具的表面要求。
- 級(jí)進(jìn)模加工:在精密多工位級(jí)進(jìn)模制造中,線切割能一次性高精度地完成多個(gè)內(nèi)孔和復(fù)雜外形的加工,保證各工位間的步距精度和配合間隙。
- 電極制作:用于制造電火花成型加工(EDM)所需的銅或石墨電極,特別是形狀復(fù)雜、帶有清角的電極。
三、線切割加工模具的顯著優(yōu)勢(shì)
- 高精度與高重復(fù)性:數(shù)控系統(tǒng)保證了極高的軌跡控制精度,特別適合加工帶有尖角、窄縫的復(fù)雜二維和三維直紋曲面模具零件,重復(fù)定位精度高,適合批量加工鑲件。
- 可加工高硬度材料:直接加工淬火后的工具鋼、硬質(zhì)合金等材料,簡(jiǎn)化了工藝路線(可先熱處理后加工),有效控制了因熱處理變形導(dǎo)致的報(bào)廢風(fēng)險(xiǎn)。
- 加工應(yīng)力小,變形小:屬于非接觸式加工,宏觀切削力極小,對(duì)薄壁、細(xì)長(zhǎng)等剛性差的模具零件非常友好,能有效減少加工變形。
- 加工靈活性高:僅需編寫數(shù)控程序并更換電極絲,即可加工不同形狀的工件,特別適合新產(chǎn)品試制、單件小批量及復(fù)雜模具零件的生產(chǎn)。
四、技術(shù)發(fā)展與挑戰(zhàn)
隨著技術(shù)進(jìn)步,多次切割(修刀)、錐度切割(可達(dá)30°以上甚至三維錐度)、自動(dòng)穿絲、雙絲交換等先進(jìn)功能已廣泛應(yīng)用。這些技術(shù)進(jìn)一步提升了加工效率、表面質(zhì)量和復(fù)雜幾何形狀的成型能力。
線切割也存在一些局限:加工速度相對(duì)較慢,尤其是進(jìn)行高表面光潔度要求的多遍切割時(shí);存在電極損耗(雖可自動(dòng)補(bǔ)償);加工過(guò)程中會(huì)產(chǎn)生細(xì)微的放電變質(zhì)層,對(duì)于有極高疲勞強(qiáng)度要求的模具,可能需要后續(xù)拋光處理。
五、結(jié)論
線切割技術(shù)以其獨(dú)特的加工特性,在精密、復(fù)雜、高硬度模具零件的制造中占據(jù)著核心地位。它是實(shí)現(xiàn)模具高精度、高復(fù)雜度設(shè)計(jì)的關(guān)鍵保障。隨著智能化、自動(dòng)化水平的提升以及與CAD/CAM技術(shù)的深度融合,線切割將繼續(xù)推動(dòng)模具制造行業(yè)向更高效率、更高質(zhì)量的方向發(fā)展。
如若轉(zhuǎn)載,請(qǐng)注明出處:http://m.penman.cn/product/72.html
更新時(shí)間:2026-03-01 18:35:46